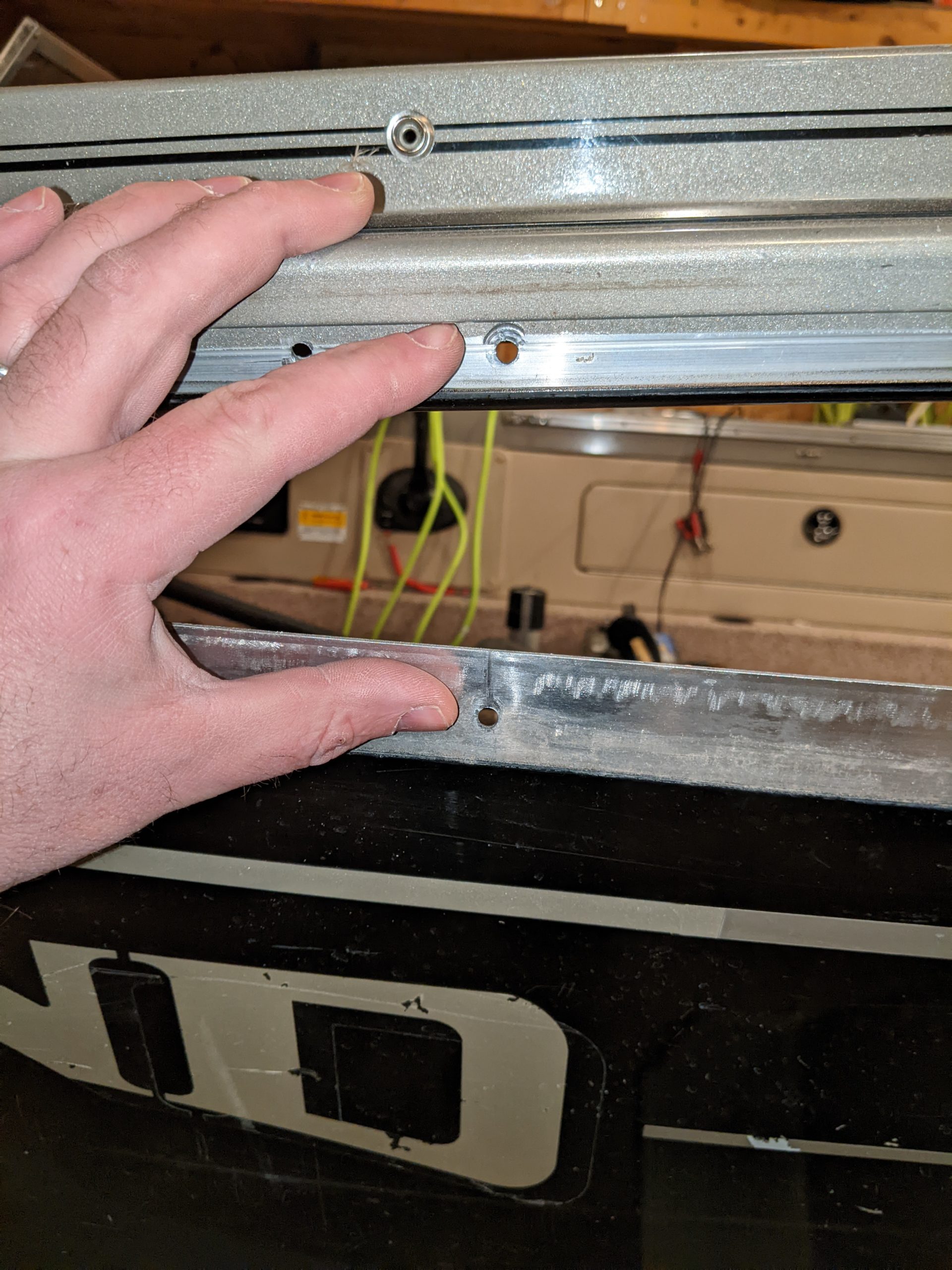
I am working on replacing my transom and. Fast approaching the putting it back together stage (epoxying the new transom currently) and wanted to see if anyone with experience on solid rivet could give me amy advice/tips. I had to rove a bunch of solid rivets along the top of the starboard gunnel to be able to remove (and replace) the transom, blind rivets I’ve got plenty of experience with but solid ones are new to me (that is what is there so I want to go back with the same). The holes seem to fall right in-between 3/16 and 1/4″, according to my calipers they are about .20″. Is this just a compilation of stretching some from wear and the swelling of the rivet in initial installation, or was kind using some screwball size back in 2001? In either case would I be ok using 3/16″ and they will just swell up when I hammer them. or should I oversize the holes and go 1/4″? I can almost thread a 1/4″ drill bit (by hand) through the holes so they don’t need much reaming out. For reference these rivets are holding the extruded aluminum bracket (that is riveted to the transom cap) to the side of the hull. Don’t have any pictures right now but can get some if needed.
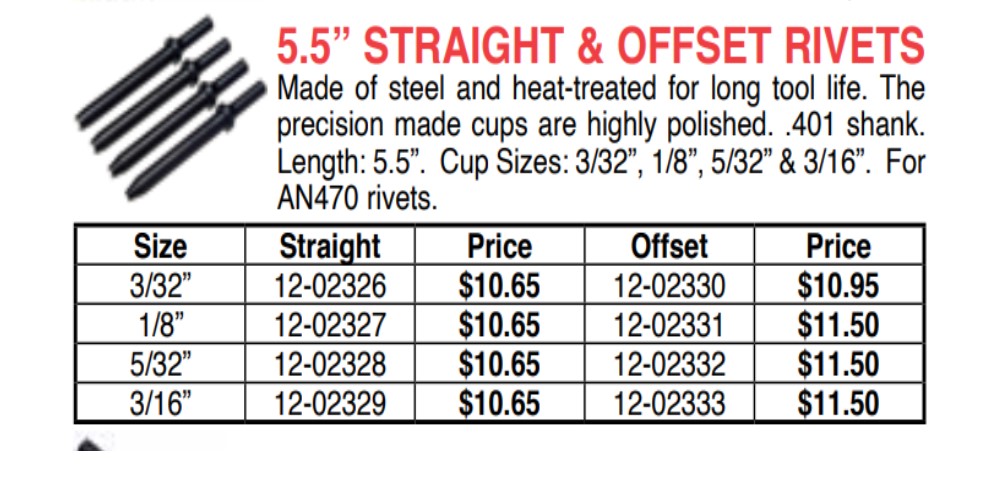
I’ve got an air hammer but need to get right head (and a bucking bar) for it.
January 18, 2022 at 3:46 pm
#2091103